START
_______________
Atari 8-bit
GAL-MMU
SIO2PC
Atari static RAM
Atari R-Flex
Atari Turbofreezer III
ARC by Pasiu/SSG
Atari Cartridge
Emulator USB Joy
SIDari
YAMari
SONari
SAMari
TIGari
I/O Dekoder
CART+ECI expander
Atari Multicart XE
Atari Full S-RAM
Atari 16-bit
ACSI-SCSI interface
Video digitizer faST
MegaSTe SCSI
internal interface
ST RAMcart
Peter Putnik's
ACSI-CF Interface
Narzędzia
GALprog
Przetwornica StepUp
Przelotki układów DIP
Laminator do PCB
Wiertarka do PCB
Wytrawiarka PCB
Monitor LCD Multi
Programator ALL-07
C64
BlackBOX 8.1
Inne projekty
CS9236 Moduł MIDI
Literatura
Hardware
Software
Varia
Nalewka wiśniowa
|
Wiertarka do PCB UWAGA! Wiercąc przy użyciu poniższego narzędzia
BEZWARUNKOWO należy używać okulary ochronne.
To nie jest żart. W razie złamania wiertła przy tak
dużych obrotach istnieje wielkie ryzyko utraty oka!
Przedstawiam wiertarkę ze "statywem" skonstruowanym na wzór wózków CNC. Do
budowy całości użyłem kilku kawałków sklejki 18mm przyciętych w Castoramie, dwóch
łożysk liniowych SMA16GUU, dwóch wałków 16mm długości 200mm oraz kilku innych
drobnych elementów (dźwignia, oświetlenie, sprężyna). Taki sprzęt musiał powstać,
ponieważ do wiercenia zacząłem używać niezwykle skutecznych wierteł maszynowych
VHM - widiowych, które nie nadają się do wiercenia "z ręki" gdyż są bardzo kruche, tak
więc najdrobniejszy błąd z reguły kończy się złamaniem narzędzia. Wiertła są dostępne
w różnych średnicach. Od 0.2 mm do 3 mm co 0.1 mm. Średnica trzpienia mocowania
to 3,175 mm (1/8"). Wierci się rewelacyjnie, otwory są równiutkie, bez zadziorów oraz
kraterów. Bez problemu można nawiercać laminat wiertłem 0.3 mm pod przelotki dla
druku dwustronnego co z powodzeniem stosuję. Jako napęd zastosowałem szlifierkę
Top Craft ale to nie jest najszczęśliwsze rozwiązanie ponieważ tanie szlifierki mają
problem z "biciem" uchwytu. W najbliższym czasie zamierzam użyć którejś szlifierki
PROXXON. Droższe ale za to precyzyjne. I o to chodzi. Absolutnie minimalna ilość
obrotów dla wierteł VHM to 10tyś. Lepiej jednak gdy jest to 20tyś-40tyś obrotów.
Nie podaję wymiarów ani nie publikuje planów. Całość widać na zdjęciach. Sposób
wykonania może być naprawdę różny w zależności od chęci i możliwości. Można wiertarkę zrobić większą bądź
mniejszą. U mnie podstawa ma 400mm x 350mm. To
zdecydowanie wystarcza dla większości płytek, które wykonuję bądź mam zamiar wykonać. Konstrukcja została sklejona i skręcona wkrętami aby całość była stabilna
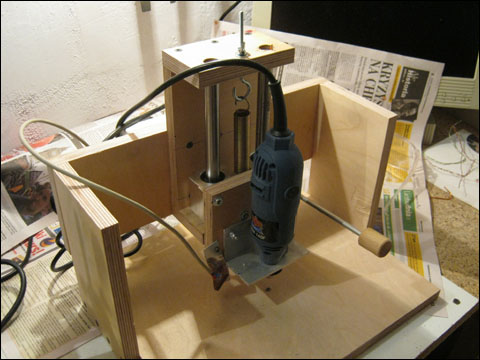
i jak najmniej wrażliwa na zmiany wymiarów. Zapraszam do obejrzenia kilku poniższych zdjęć. Ogólny widok wiertarki. Widać konstrukcję w
stylu stałej "bramy" CNC, ruchomy wózek, sprężynę, dźwignię opuszczającą napęd oraz oświetlenie z 2 białych diod LED. Widok uchwytu szlifierki z zamontowanym wiertłem VHM - 0.7mm Widok układu wałków i łożysk liniowych, na których przesuwa się wózek wiertarki.
Sprężyna ma za zadanie ustalenie wysokości wiertła nad płytką oraz wytwarzanie sił
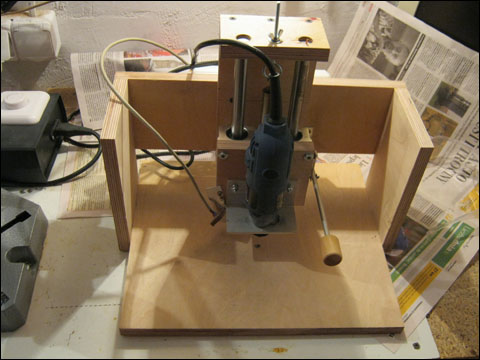
powrotu wózka po zwolnieniu dźwigni. Widok szczegółów dźwigni opuszczania wózka. Wykonanie dla praworęcznych :) Widok frontalny na całość urządzenia. Na zdjęciu jest widoczna nakrętka motylkowa,
która jest elementem regulacyjnym wysokości sprężyny. Całość mocowania może być
opuszczana bądź podnoszona w zależności od potrzeb.
Powyższy materiał prezentuje ideę - jak można dosyć łatwo zrobić sobie wydajną
i bardzo pomocną wiertarkę do płytek drukowanych. Używanie takiego sprzętu bardzo
pomaga w budowaniu urządzeń. Koniec z mękami z powodu wierteł HSS. VHM rządzi!!! Bardzo polecam zbudowanie czegoś w tym stylu. Oczywiście - jeszcze bardziej
polecam zbudowanie wiertarki CNC wiercącej z plików Gerber. Chciałbym taką mieć
i pewnie bym zbudował, ale w chwili obecnej nie mam miejsca gdzie bym mógł trzymać
a także używać takiej maszyny CNC. Byle czego nie chce mi się budować, ponieważ to
strata czasu oraz pieniędzy...
Koszt materiałów to około 100pln bez szlifierki. Z porządną szlifierką całość powinna
zmieścić się w 300pln. PROXXON Micromot 50/E to koszt ok. 150PLN. Warto rozważyć
samodzielne zbudowanie statywu w tym stylu ponieważ oryginalny statyw do wiertarki
to wydatek rzędu 200PLN.
Zmiany, zmiany... Tak jak wcześniej w tekście wspomniałem - zabrałem się do wymiany "bijącego"
napędu TOP CRAFT na dużo bardziej precyzyjną maszynkę PROXXON. Jest to model
Micromot 50/E40W 28510. Maszynka dosyć cicha i rzeczywiście precyzyjna.
Bicie uchwytu jest naprawdę niewielkie, tzn. niedostrzegalne "na oko". Pierwszym co
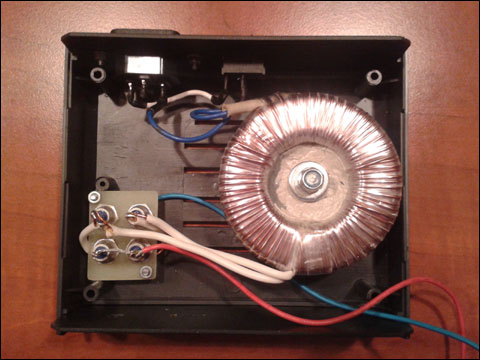
musiałem zrobić był zasilacz 12V prądu tętniącego dlatego, że elementem sterującym
obrotami jest tyrystor. Sprawa jest prosta: bierzemy transformator toroidalny 12V, taki
do zasilania halogenów mocy ok 60VA, cztery diody 5A-10A - ja użyłem zestaw starych polskich diod BYP-680-300R - bo mam takich ze dwie paczki :) Można użyć dowolnych
byleby miały prąd przewodzenia min. 5A. PROXXON może "zaciągnąć" ok. 40W mocy
ze źródła...
Tak wygląda trafo i mostek w plastikowej, standardowej obudowie Z-4
Dosyć poważnym zadaniem okazało się zrobienie gniazda dla wyku zasilającego
wiertarki. Użyłem dwóch styków z gniazda komputerowego MOLEX oraz poxiliny do
umocowania ich i zrobienia od razu elementu mocującego, który zostanie ze stykami
przykręcony do panela "czołowego"
Tak wygląda zmontowany zasilacz. Widoczna LED oraz otwory gniazda 12V=
Zbudowanie takiego zasilacza to tak proste zadanie, że daruję szczegółowe opisy.
Co ważne - koszt oryginalnego zasilacza to ok. 100PLN. Samodzielne zbudowanie
to około 60-70 PLN czyli jakaś oszczędność jest...
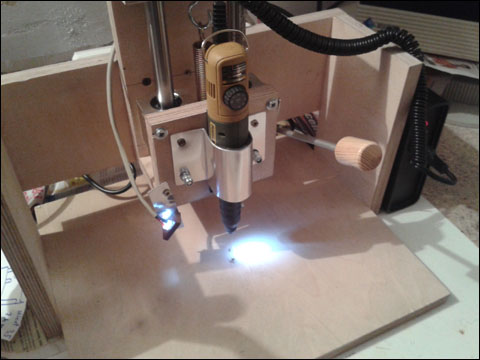
Nowa wiertarka:
Jak widać na zdjęciu - w porównaniu z poprzednimi - usunąłem aluminiowy kątownik
mocowania szlifierki TOP CRAFT i w to miejsce zamocowałem przy użyciu obejmy
wykonanej z aluminium szlifierkę PROXXON. Pomiędzy obudową a obejmą umieściłem
gumę gr. 2 mm. Takej samej gumy użyłem pomiędzy obudową a wspornikiem ze sklejki.
Ma to za zadanie amortyzować wibracje a w rezultacie trochę wyciszyć urządzenie.
Gumową wkładkę można zauważyć na poniższym zdjęciu (obejma nie przylega do
korpusu PROXXON lecz dociska wspomnianą gumę). Oczywiście sposobów mocowania
narzędzia może być kilka. Sam rozważałem, np. użycie POXILINY do uformowania
mocowania. Można użyć chociażby obejm do rur, itp...
Widok całości w nowym kształcie. Po prawej stronie widoczny jest zasilacz. Próby
wiercenia nową wiertarką wypadły bardzo, bardzo dobrze. Po dokonaniu tej zmiany już
mogę powiedzieć, że warto wydać niewiele więcej pieniędzy na lepszy sprzęt niż
męczyć się z niskiej jakości maszynami... Do takich celów jak wyżej PROXXON
MICROMOT 50/E nadaje się znakomicie.
|